|
���Ҏ(gu��)����̖(h��o)݁���C(j��)݁���x���ޏ�(f��)�ھ��Ѻ���
݁���C(j��)�����a(ch��n)�\(y��n)�D(zhu��n)�^���У�݁��a(ch��n)���Ѽy���U(ku��)չ���ѿp����(d��o)��݁��Ӳ�|(zh��)��ĥ�ӵĄ��䡣�@��һ�N���͵ĸߑ�(y��ng)��ĥ��ĥ�p����ĥ��ĥ�p�^���У������w���ډ���������(hu��)ʹ݁��a(ch��n)�����Ժ�����׃�Σ��Ķ���݁�恆��Ӳ�ͬ��̎��(hu��)�γ�ѭ�h(hu��n)����(y��ng)��������(y��ng)������(d��ng)ѭ�h(hu��n)��(y��ng)�����^݁?zh��n)Ӳ��ϵ�ƣ�ڏ?qi��ng)�ȕr(sh��)������(hu��)�ڱ�������l(f��)�Ѽy����ѭ�h(hu��n)�d�������£�����ӵ�����׃���^�m(x��)�l(f��)չ�����x�_����һ����ȵ�λ��Ҳ�������Ѽy�����U(ku��)չ����(d��ng)�Ѽy�U(ku��)չ��ʹ�Ѽy���ϵIJ��ϔ��ф��䣬��
2��݁���C(j��)݁��Ѻ��ޏ�(f��)
��˾ʹ�õ��Dz��ö��ƺ��z���ڲ���Ʒ�N���҂��x��ZDϵ��CO2���w���o(h��)��ˎо���z����1.6����ʹ��ZD1��ס�ZD3����Ӳ��ӡ���ĥ���y��ʹ�ö��ƺ��l�������ֹ��Ѻ�����
�F(xi��n)���Ѻ��ޏ�(f��)------���Ú��ٌ�݁���Ϛ�����Ӳ����ٸɃ�����ֹ�ٴζѺ��r(sh��)�a(ch��n)���Ѽy���z���Ѽy��Ⱥ�����(b��o)��?j��ng)]���Ѽy��ֹ��Ȼ����ZD1�Ѻ��ٳ����Ĝϵ�������ZD1�r(sh��)݁�w�ض����ߣ�������ZD3��ֱ��ʹ݁?zh��n)ӳߴ��_(d��)��Ҫ������϶�����ĥ�ӡ�
����----݁?zh��n)Ӳ�ж���S�S�Ѻ������wȥ������Ӳ�棬̽���z�y��Ȼ����������ˇʹ��ZD1��ס�ZD3����Ӳ��ӡ���ĥ���y��ʹ�ö��ƺ��l���w�����S��(d��ng)ƽ��z�y��
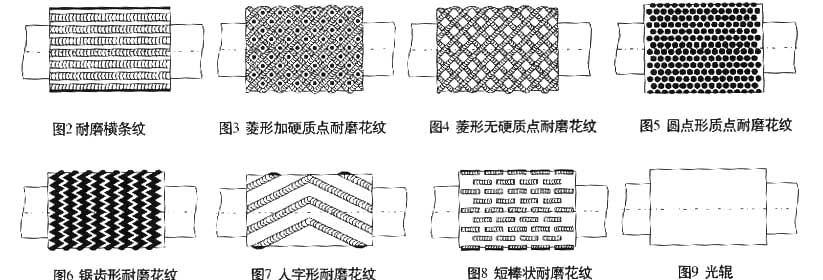
Ŀǰ����(n��i)�ⳣ�õ�݁����ĥ���y��ʽ��D��ʾ���͑��ɸ���(j��)���w��r�����x��
| 







